Eliminating Tails and Fingering: Objective Spray Gun Pattern Troubleshooting
Proper spraying techniques with air-atomized guns is extremely important because of the cost of the paint being applied and the expense of having to rework reject parts.
For example, a gap may exist at each end of the pattern, or the pattern’s edges may appear heavier than the middle. When that happens, more and more manual touchups are needed so that the finish meets quality standards.
The cost implications for imperfect beads can be considerable, based on variables as part cost, labor hours, and loss of reproduction because of rework and the extra material cost.
This guide provides a structured troubleshooting protocol based on mechanical physics to eliminate pattern distortion.
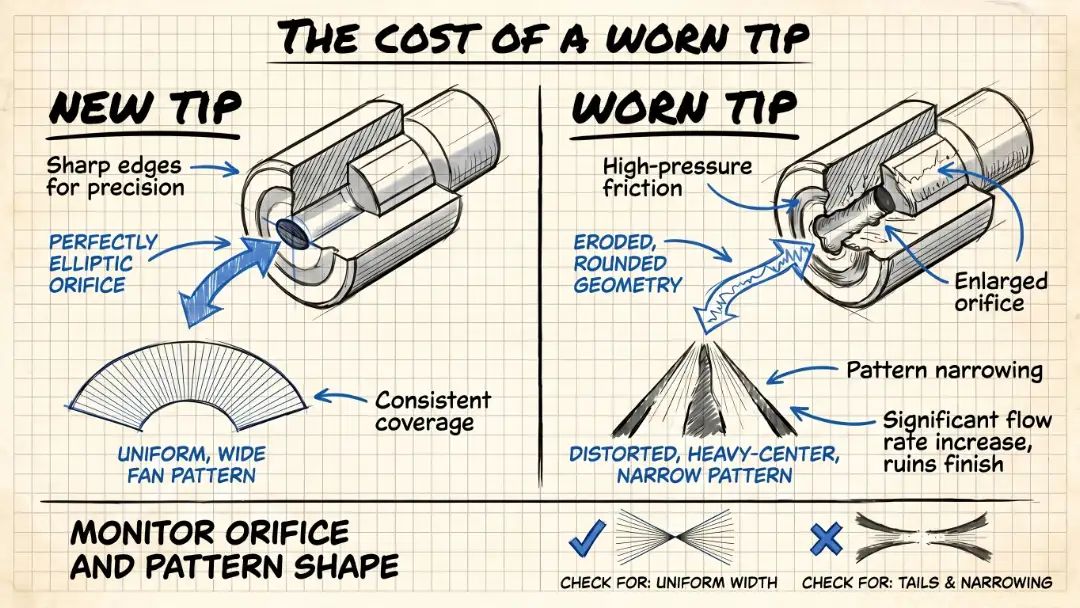
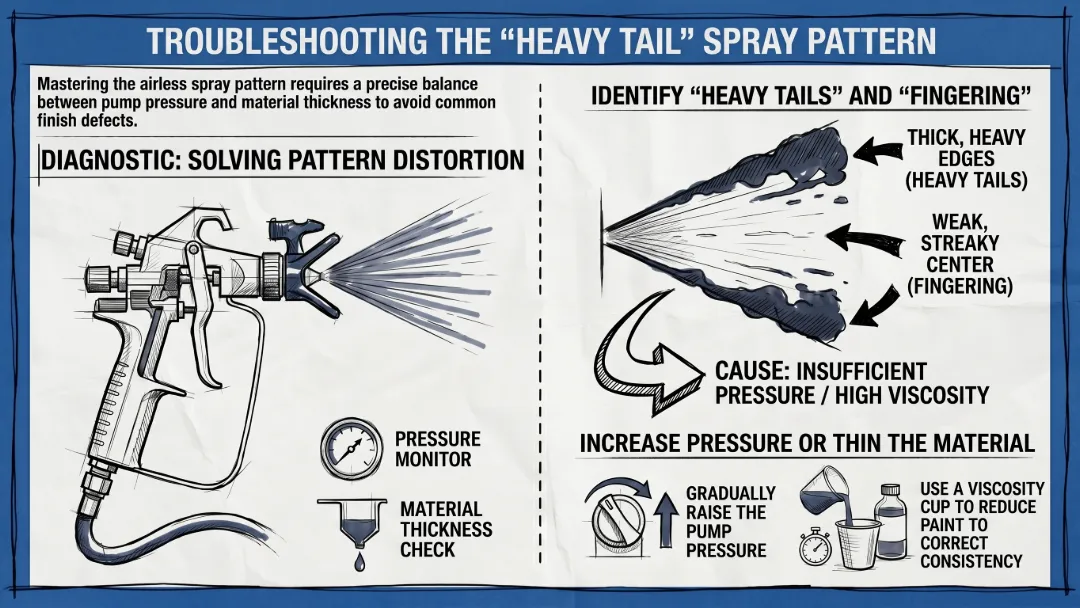
The Anatomy of an Uneven Spray Pattern
With only fluid exiting the tip, an airless spray gun can show heavy fluid “tails” on each side of the pattern when fluid pressure is too low. A split or uneven pattern occurs when pressure and tip selection are not properly matched.
Fanning the sprayer one-way or the other will result in uneven spray patterns. If there are variations in particle size—specks and/or large globs—the paint is not atomizing properly.
A worn-out applicator produces uneven or reduced paint spray. Intermittent discharge is often caused when the pressure drops rapidly as the gun is opened, fluid channels are obstructed, or the coating is too viscous.
Step 1 for spray gun pattern troubleshooting: Pressure Calibration
If the pressure at the spray tip is too low, the spray pattern will have a rough surface and an inconsistent cell structure.
The key to airless spraying is providing enough fluid pressure at the gun to atomize the material into a pattern that provides consistent coverage.
If the spray pattern is not full, increase the pressure setting slightly and test again. Always turn down the pressure as low as it can go, while still spraying a good spray pattern.
The key is to use enough fluid pressure to get a high-quality spray pattern, but low enough to optimize transfer efficiency.
For effective airless sprayer maintenance, your primary diagnostic response to uneven paint distribution should follow the plan below.
Placeholder: Technical Specifications Table
| Fault Symptom | Primary Execution |
|---|---|
| Uneven paint distribution | Increase spraying pressure |
Step 2: Inspecting Worn Spray Tips and Clogged Filters
Using a worn tip can cost you hundreds of dollars in wasted paint and labor because the size of the tip orifice increases and the fan width decreases. Before swapping a tip, confirm you are moving to the correct orifice — our tip size chart matches orifice and fan width to coating and flow.
A greater tip orifice results in more paint coming out, causing more paint to hit a smaller area. Matter can build up at the filters of the gun, blocking the material and resulting in a shrinking spray pattern.
For professional contractor ROI, use these mechanical indicators:
- Nozzle wear: Causes uneven paint distribution and rapid pressure drop. Action: Replace nozzle.
- Partial nozzle clogging: Leads to intermittent discharge. Action: Cleaning nozzle tip.
- Filter blockage: Leads to uneven distribution. Action: Clean filter element.
- Pump output decrease: Action: Clean suction filter.
Step 3: Correcting Paint Viscosity for Proper Atomization
Because paint viscosity tends to decrease with temperature, high-solids coatings are often heated prior to application to improve sprayability.
Always follow the coating supplier’s recommendation and dilute the coating as per the supplier’s recommendation.
Coating that is too thick is a direct cause of uneven paint distribution and rapid pressure drops; it can also cause the pump to run without discharging material.
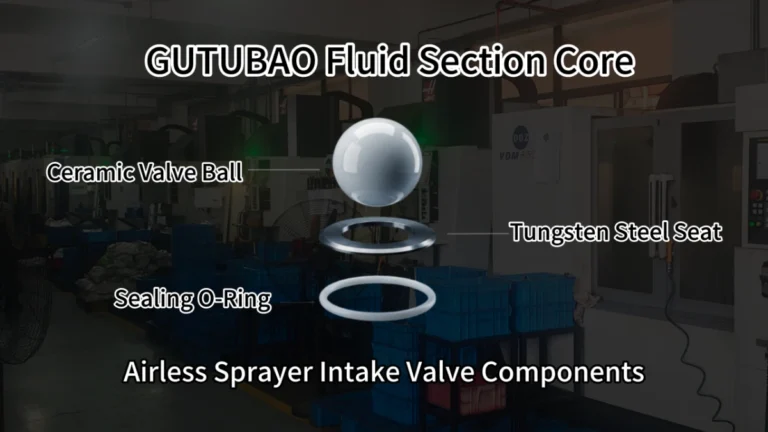
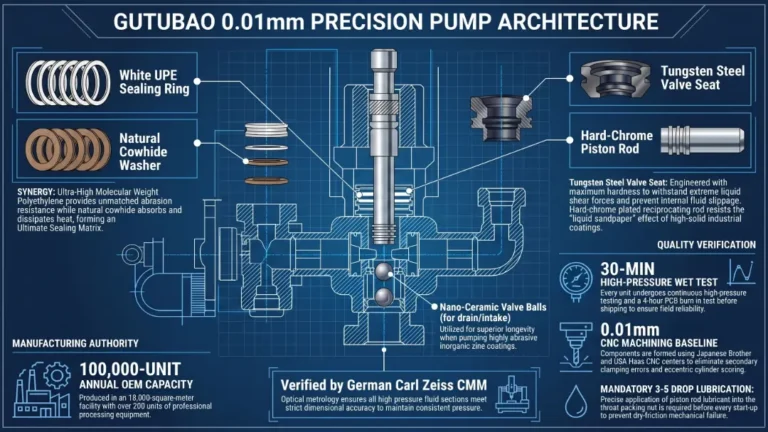
Stop the Downtime: Upgrade to Industrial-Grade Fluid Control with GUTUBAO
Downtime involves labor costs, lost production, and lost customers. Utilizing machinery is an optimal solution for overcoming the labor shortage in the construction industry.
GUTUBAO industrial-grade airless sprayers deliver strong, stable pressure for protective coatings. A closed-loop pressure control system holds a constant flow rate for consistent atomization.
Relying on GUTUBAO’s source factory strength — a 100,000-unit annual capacity and CE certification under the Machinery Directive 2006/42/EC (EN 60204-1:2018, EN ISO 12100:2010) — ensures reliability.
Our heavy-duty piston pumps and precision motherboards undergo 4 hours of power-on aging and 30 minutes of pressure limit testing to ensure constant pressure output, eliminating pattern distortion at the physical source.