The Ultimate Industrial Guide to Sprayer Pump Parts: Wear Mechanisms, Advanced Materials, and Rebuild Protocols
High-performance sprayer pump parts are defined by their ability to withstand extreme pressure and abrasive fluid wear.
The industry standard demands white UPE sealing rings combined with natural cowhide washers to prevent thermal and mechanical degradation during operation.
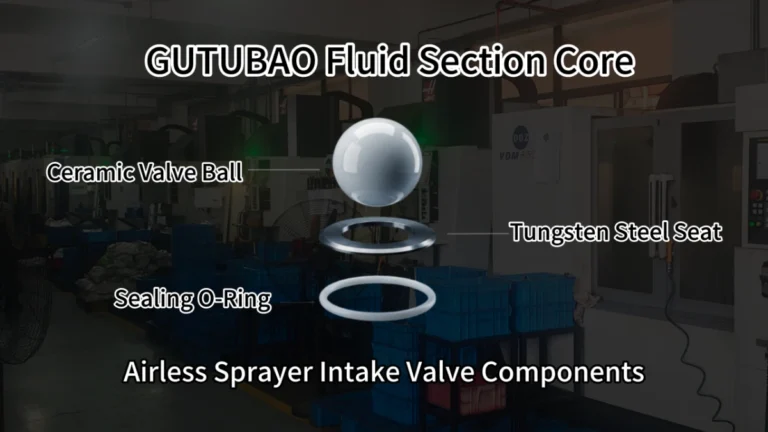
At the core, tungsten steel valve seats ensure precision fluid control and resist abrasive wear from high-solid coatings.
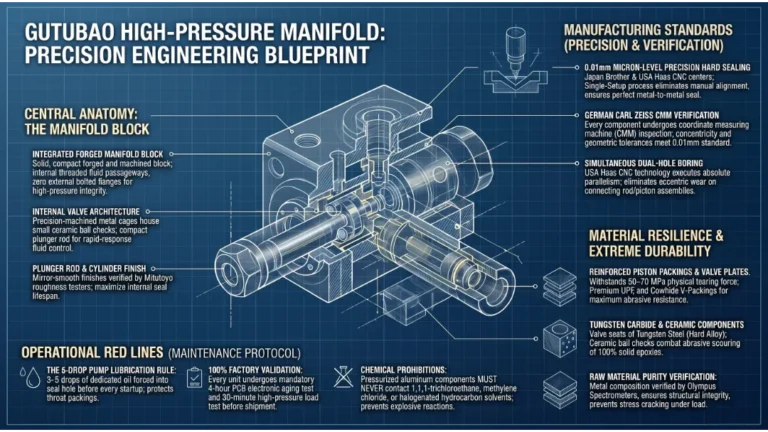
Manufacturing these components requires exactness, relying on 0.01mm CNC machining tolerances on the metal mating surfaces to prevent internal leakage and maintain consistent pressure.
By integrating these advanced materials and micro-tolerance engineering, operators can eliminate pressure drops, maximize uptime, and ensure reliable fluid delivery in severe industrial applications.
Understanding Why Standard Sprayer Pump Parts Fail Under Extreme Pressure
Our engineers in the GUTUBAO CNC laboratory routinely analyze equipment pushed beyond its limits.
High-pressure, high-solid coatings act like liquid sandpaper against internal components.
When abrasive particles infiltrate tight clearances, standard rubber components suffer rapid upper sealing ring wear.
The immediate physical phenomenon on the job site is high-pressure paint leaking directly from the upper sealing nut.
This is driven by piston rod severe wear.
The resulting loss of pressure holding capacity means the motor runs continuously, but no material is drawn.
The pump experiences severe pressure drops and fluid starvation.
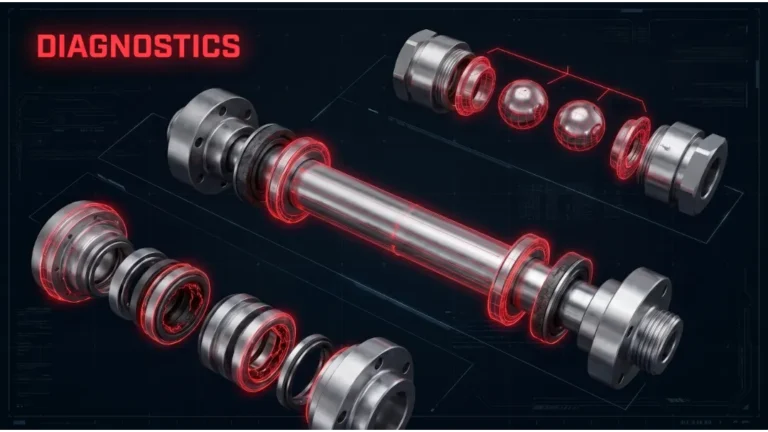
Decoding Smart Diagnostics: E_7 and E_13 Pump Failure Codes
We highly recommend leveraging the electronic pressure transducer control system to monitor hardware integrity.
Modern sensor arrays detect microscopic physical failures before they cause catastrophic downtime.
If the system detects internal fluid slippage, it triggers Error Code E_7, indicating leakage in the high-pressure pump body triggered by seal or rod wear.
Additionally, an automatic low-fluid pump shut-off engages Error Code E_13 for suction protection.
This activates when the system pressure drops below 2Mpa and the motor idles for over 30 seconds.
Operators can use these codes for rapid pump failure diagnosis and immediate rebuild planning.
The Ultimate Sealing Matrix: UPE and Natural Cowhide Synergy
Standard rubber seals inevitably fail under industrial shear forces. Our engineers mandate a composite sealing matrix.
We utilize the white UPE sealing ring for strong abrasion resistance, paired with a natural cowhide washer to absorb and dissipate heat.
This combination outperforms single-material seals in heavy-duty applications.
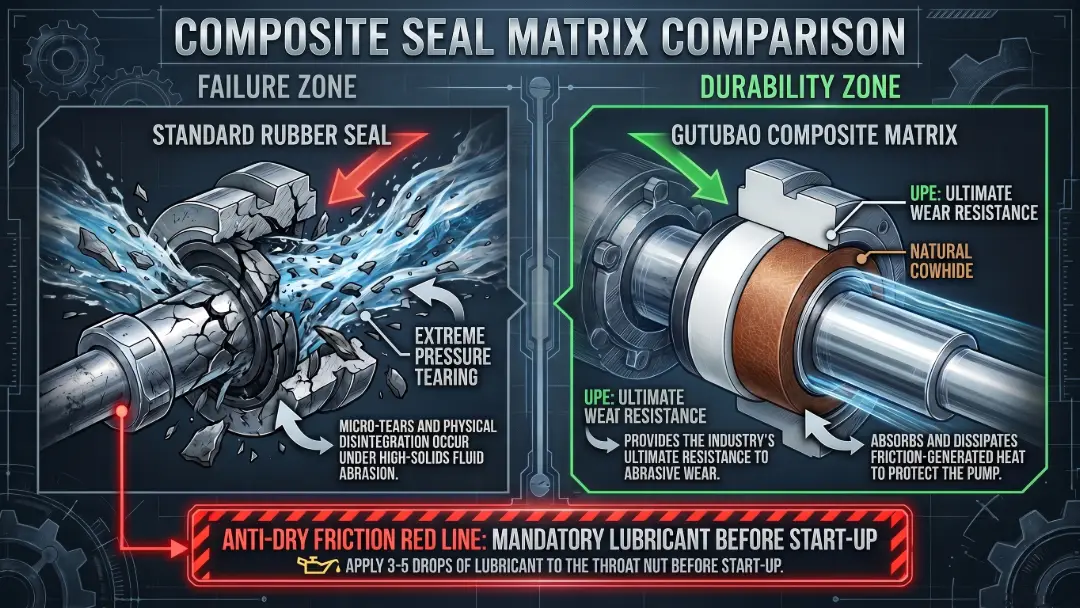
A critical operational requirement is the application of piston rod lubricant.
You must apply 3-5 drops of lubricant into the throat packing nut before start-up.
Running the system dry will cause immediate mechanical failure.
| Sealing Material | Abrasion Resistance | Thermal Performance | Lifecycle Expectancy |
|---|---|---|---|
| Standard Rubber | Low (Prone to tearing) | Poor (Melts under high friction) | Short |
| UPE + Cowhide Matrix | Extreme (White UPE resists abrasives) | Excellent (Cowhide dissipates heat) | Extended |
Surviving Fluid Abrasion: Tungsten Steel and Ceramic-Coated Upgrades
Fluid sections must survive extreme abrasive wear.
We engineered our components with a hardened stainless steel or hard-alloy piston rod, complemented by a ceramic-lined cylinder design.
For the core valve system, a tungsten steel valve seat provides the necessary hardness against liquid shear forces.
When pumping highly abrasive inorganic zincs, small ball ceramics offer superior longevity.
We also integrate a tungsten steel piece for the drain valve. For the most demanding environments, high-durability ceramic-coated optional upgrades deliver the highest level of abrasion resistance.
As standard practice with our GUTUBAO industrial components, always replace seats and balls simultaneously to prevent microscopic leaks.
The Mandatory 6-Step Rebuild Protocol and Solvent Red Lines
Maintenance requires strict adherence to safety protocols.
Never use 1,1,1-trichloroethane or methylene chloride.
These solvents cause catastrophic chemical reactions with high-pressure aluminum pump bodies, leading to equipment rupture or explosion.
Before disassembling the pump block, execute the mandatory 6-step pressure relief procedure:
- Engage the gun trigger lock.
- Turn the power switch to off.
- Turn the pressure control to the lowest setting to unlock the trigger.
- Hold a metal part of the gun firmly to a grounded metal pail and trigger the gun to release the pressure.
- Re-engage the gun trigger lock.
- Open the drain valve.
Micro-Tolerance Engineering: The 0.01mm Precision Baseline
Precision machining dictates pump longevity. To effectively pump fluids at high pressure, internal components require exact clearances.
We establish a 0.01mm CNC machining tolerance baseline:
- By utilizing the Japanese Brother CNC (Brother SPEEDIO S700Z1) for automatic flip one-time forming, we eliminate secondary clamping errors that cause eccentric cylinder scoring.
- Simultaneously, our USA Haas CNC machines execute synchronized dual-hole boring.
- We verify this dimensional accuracy using Carl Zeiss CMM optical metrology.
This micro-tolerance engineering guarantees that high-pressure fluid cannot slip back to the low-pressure side.
Source Factory Capabilities: Wholesale Sprayer Pump Parts and OEM Solutions

We back our engineering with massive manufacturing capabilities.
Operating with a 100,000-unit annual capacity, we strictly enforce a 30-min continuous high-pressure wet test before shipping and a 4-hour PCB burn-in test for all electronic modules.
We supply large-scale contractors and service centers with heavy-duty wholesale airless sprayers.
We offer complete, NDA-protected OEM/ODM manufacturing for partners demanding uncompromising quality.