Sprayer Control Valve: Precision Engineering and Fluid Dynamics Anatomy
This is not a basic manual. It is a hardcore mechanical anatomy guide for the high-pressure heart of industrial coating fluid equipment. The precision engineered sprayer control valve is explicitly designed to solve high-frequency pulsation and fluid leakage pain points.
The Anatomy of Coating Failures: Why Pressure Drops Devastate Contractor ROI
When a reciprocating pump changes direction, there is a momentary loss of pressure. During a pump changeover, a very brief but undesirable pressure pulsation occurs.
In standard units operating at 3000 PSI / 20 MPa, scaling up to specialized machines with peak pressures of 9000 PSI / 62 MPa, this extreme pressure creates a physical tearing force against the sprayer pressure valve.
As hose lengths increase, pressure drops increase, and additional pumping pressure is needed. If the pressure at the spray tip is too low, the spray pattern will have a rough surface and an inconsistent cell structure.
When spraying heavy high-build coatings, a bad spray pattern can occur, possibly leading to poor finishing and material waste. At the other end of the bead, it is not uncommon to have a “tail” where the material cross section reduces drastically, leaving a small string of material behind.
An imperfect bead could result in a defective part, which would either have to be thrown away or reworked. A positive-displacement piston pump must overcome increased resistance to flow when pumping more viscous liquids, which raises the load on the fluid section.
GUTUBAO dead-band reduction software at any pressure prevents electrical damage from extreme jobsite power conditions, and the automatic pump protection system prevents pump damage if material supply is too low.
To guarantee the correct pressure, operators need to be trained in timing and coordination of gun triggering. Upgrading to a professional electric piston pump establishes a stable mechanical baseline against these destructive forces.
Material Science Behind the pump sprayer check valve: Tungsten Steel vs. Ceramics
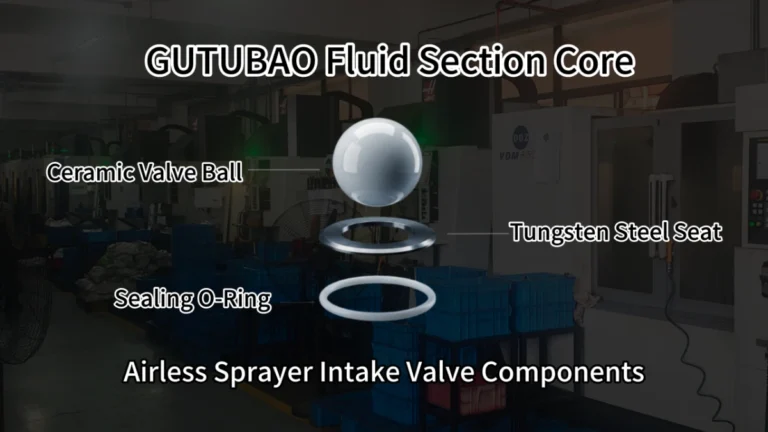
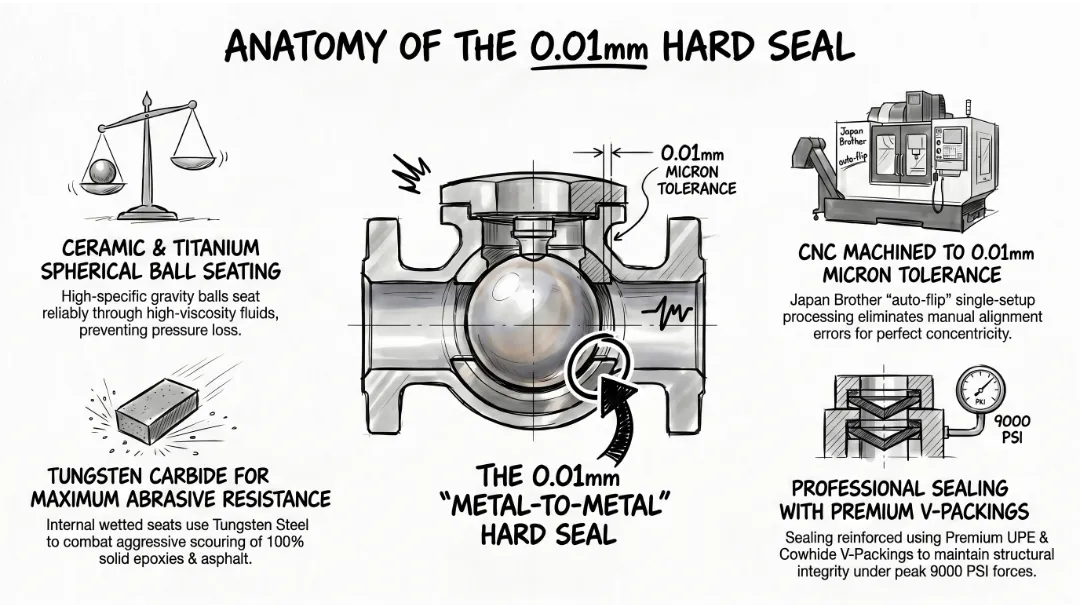
To combat the aggressive scouring of 100% solid epoxy and heavy asphalt, the internal wetted materials must push physical limits. Core wetted parts include:
- Tungsten steel valve seats
- Ceramic and titanium-alloy check balls
- tungsten steel needle seat
- Premium UPE & Cowhide V-Packings
For the pump sprayer check valve, the inlet and outlet valve plates and the pressure relief valve internals use tungsten steel valve seats, which are extremely hard and wear-resistant.
However, the one-way check valve spherical ball utilizes Ceramics and a Titanium alloy big ball. If the balls are the failure point for particular inorganic zincs, we do offer ceramic balls that will hold up somewhat better.
Ultralife ceramic coating allows protection for long life even with abrasive materials. A rule of thumb is the denser the fluid, the heavier the ball check.
Denser ball-check materials such as stainless steel and ceramic carry more weight, allowing the ball to seat reliably through high-viscosity fluids.
The balls may look much worse, but the smallest wear on the seat will allow some leakage, and quickly start tearing into a new ball. Sealing is achieved using Premium UPE and Cowhide V-Packings, providing time tested durability and performance with long life seals and leather packings.
While GUTUBAO tips are made out of the highest grade of tungsten carbide – the most abrasive-resistant material available – all spray tips will wear with normal use. This creates optimized fluid passageways for the heaviest coatings.
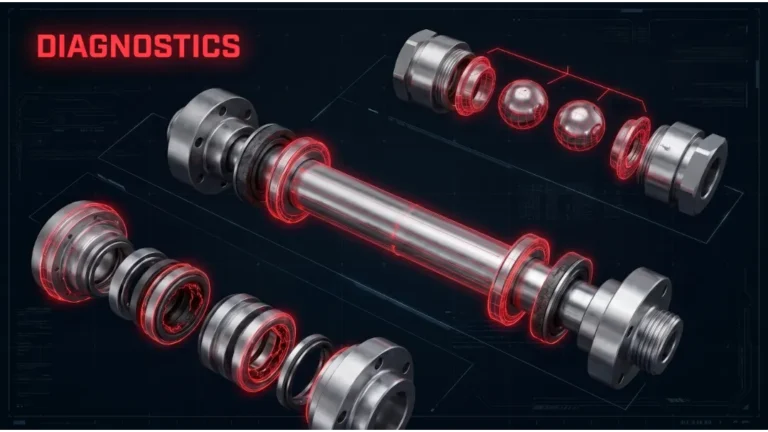
Troubleshooting the sprayer control valve: E_13 Error Codes and Fluid Pulsation
Diagnosing the sprayer control valve requires strict mechanical logic to prevent equipment downtime. Listen for erratic operation of the pump, which may be caused by an inlet hose that is too small or a problem related to icing. When that erratic delivery turns into a stuttering, spitting pattern, our guide on how to fix a spitting airless sprayer isolates valve-versus-tip causes.
Often, the displacement pump operates, but output is low on upstroke. This occurs because the piston ball check is not seating properly. When a pump ball is holding pressure across the seat, there will be zinc particles trapped between the ball and seat.
If the motor is powered but nothing comes out of the hose, the pump is packed out with dry or cured material, or there is binding/sticking of the air valve cup/carriage, or piston valve.
An erratic accelerated speed means material supply is exhausted or there is a clogged suction. Matter can build up at the inside of the tip, partially plugging the tip and causing a bad spray pattern. The motor can also become stuck at the top or bottom stroke of the piston.
| Symptoms | Error Code | Root Cause | Actionable Fix |
|---|---|---|---|
| Trigger pressure drop / Pulsation | N/A | Outlet valve wear, damaged suction valve, or clogged filter | Inspect and replace worn valves; clean system filter |
| System shutdown / Low pressure | E_13 | Pressure drops below 50% & < 2Mpa for > 30s (Relief valve open or piston rod seal leak) | Close relief valve; tighten or replace piston packings |
| Motor runs but no material outputs | N/A | Inlet or outlet valve ball stuck | Dislodge check balls and flush fluid passageways |
Chemical Compatibility and Maintenance Red Lines for High-Pressure Systems
Strict operational rules must be followed to avoid catastrophic failures and system downtime:
- Fatal Warning: Pressurized aluminum components absolutely prohibit contact with 1,1,1-trichloroethane, methylene chloride, or halogenated hydrocarbon solvents.
- Operational Red Line: Operators must force 3-5 drops of dedicated lubricating oil into the piston pump seal oil hole before every startup.
- Never leave water or water-based fluid in the pump overnight. For over night shutdown, stop pump at bottom of its stroke to prevent fluid from drying on exposed displacement rod and damaging throat packings.
- Always flush the pump before the fluid dries on the displacement rod.
- Cleaning Red Line: Water must be used for water-based paint, and mineral spirits must be used for oil-based paint.
First, flush with water or a compatible solvent, then with mineral spirits. Flush at a fairly high velocity to clean out the dead areas; remember, velocity cleans, not pressure.
If you’ve flushed your sprayer with water, flush it again with mineral spirits or a protective fluid to leave a protective coating which prevents freezing and corrosion. Relieve the pressure, but leave the mineral spirits in the pump to protect the parts from corrosion.
If the material is not evacuated efficiently, the heat may rise enough to bake constituents of the process liquid into the impeller magnet hub, resulting in build-up of a deposit and eventually catastrophic failure of the pump itself.
If there is poor ventilation and operators are opening lids on the hot melt systems, particulates can enter into the melted adhesive, burn, and eventually turn into adhesive char that will stick to system components. Reuse of polytetrafluoroethylene (PTFE) O-rings is another cause of leakage at sealing surfaces.
Brother & Haas CNC Precision: Achieving 0.01mm Metal-to-Metal Hard Sealing
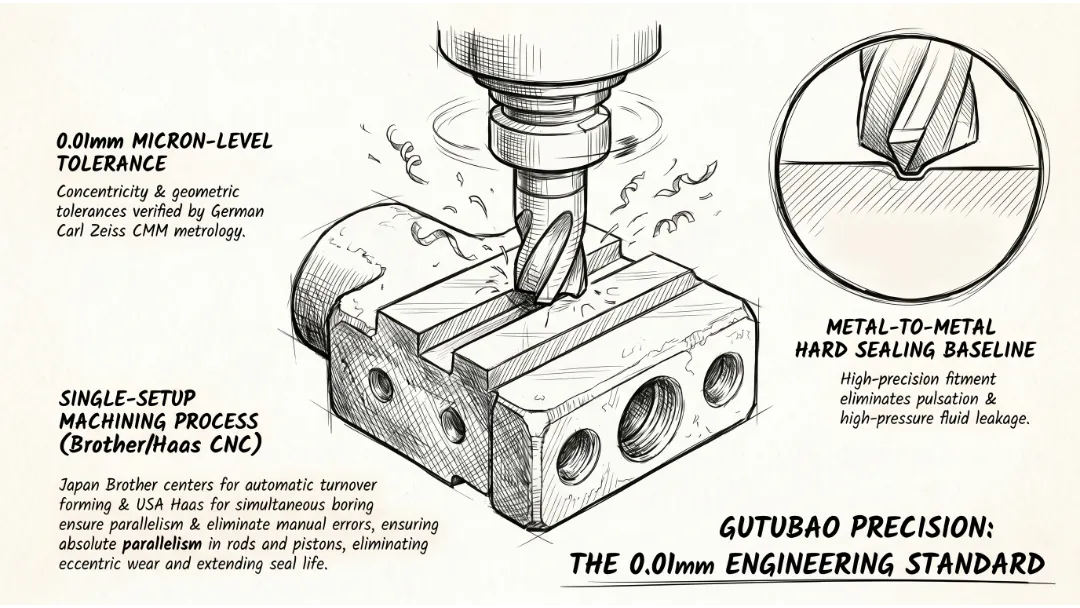
For a pump to effectively pump fluids at high pressure, the working parts inside must have very tight clearances. Fluid leakage results from the imperfect fit between components in a pump assembly.
Regardless of how well the two components conform to one another, gaps will exist, and fluids will move through them. If not, very thin fluids can slip through these tight spaces from the high-pressure side to the low-pressure side of the pump.
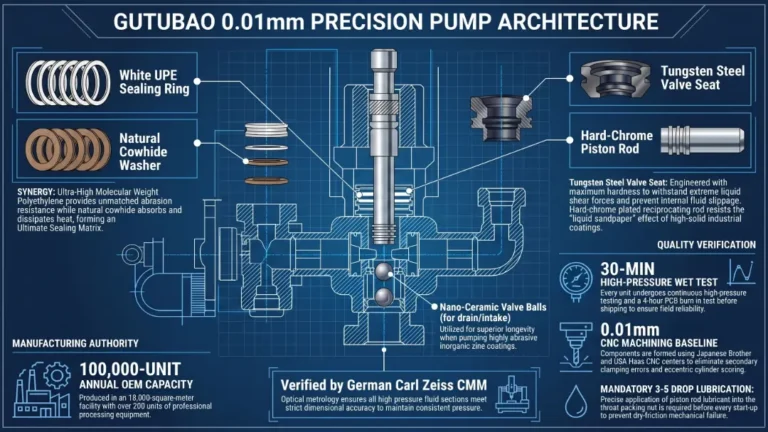
To eliminate this, the pump body and valve seat are machined using the Japan Brother CNC (Brother SPEEDIO S700Z1) “auto-flip, one-time forming” process. The connecting rod utilizes US Haas “synchronous double-hole boring technology”.
Clearances across the faces of parts are the largest contributors to internal leakage. Close tolerances lead to material wear, particularly when solids or abrasives are used, which is why rotary pumps have a number of rotating parts that need precision tolerances, making them more expensive to manufacture and maintain.
In the pump head itself, tolerances must prevent abrasive materials from passing and gradually wearing down the performance of the pump. A Carl Zeiss CMM executes a strict 0.01mm tolerance standard to ensure metal-to-metal hard sealing.
These heavy greases have a tendency to overwhelm the match-honed pistons and cylinders that we use inside of our pumps and valves, which can cause them to seize over time, and once a PTFE O-ring has been compressed, it is not capable of regenerating its original shape.
Finally, the system undergoes a PCB 4-hour aging and a 30-minute high-pressure water test.
Strategic OEM/ODM Partnerships: Custom sprayer shut off valve and Fluid Solutions
Commercial construction projects are booming worldwide. Leading contractors are outfitting their approved applicators nationwide with leading edge trailers that extend the life of critical water infrastructure.
Successfully applying a one component sealant or adhesive relies on using the correct industrial equipment. Engineered hydrostatic testing systems play a large role in certifying vessel types worldwide that are used across the global marketplace in a wide variety of applications.
Their componentry, carefully selected to provide the best performance, is integral to testing success, validation and verification of safety. To do that consistently takes powerful, rugged sprayers, patented technology and a process that’s been polished through years of experience working with industrial partners in North America.
GUTUBAO operates an 18,000 square meter modernized factory area equipped with over 200 top-tier CNC machining centers, outputting a 100,000 units/year capacity. All product lines guarantee EN ISO 12100:2010 compliance for hydraulic/gas systems and EN 60204-1:2018 for electric setups.
The custom sprayer shut off valve provides a custom fit with on-the-fly trigger adjustments to provide the flexibility for greater control to deliver an exceptional finish on every job.
In addition to protecting the metal surfaces, the paint appearance plays an important role in product branding, especially in an industry where loyalty and brand preference are deeply rooted. We support extreme Non-Disclosure Agreements (NDA) for white-label manufacturing and exclusive mold development.